24小時(shí)服務(wù)熱線(xiàn): 15624210888
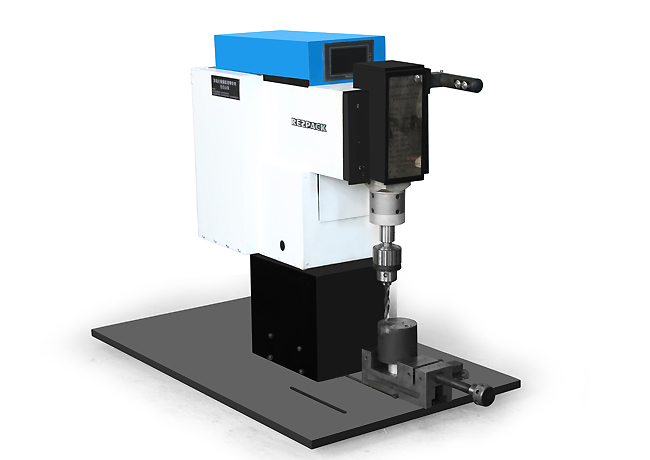
黃龍縣鉆銑攻三用一體機(jī)
伺服攻鉆一體機(jī)要經(jīng)常保
服務(wù)好的數(shù)控攻絲機(jī)廠(chǎng)家
提供優(yōu)質(zhì)搖臂氣動(dòng)攻牙機(jī)
哪里有液壓攻絲機(jī)制作培
自動(dòng)攻絲機(jī)使用的優(yōu)缺點(diǎn)
法蘭螺母攻絲機(jī)使用時(shí)間
熱打螺母攻絲機(jī)哪個(gè)品牌
說(shuō)一下擠壓攻絲機(jī)原理有
現(xiàn)在哪種伺服攻鉆一體機(jī)
防盜螺母攻絲機(jī)安裝費(fèi)用
臺(tái)式鉆攻銑一體機(jī)參考文
林芝市伺服攻鉆一體機(jī)
專(zhuān)業(yè)生產(chǎn)及銷(xiāo)售半自動(dòng)攻
非標(biāo)伺服鉆攻一體機(jī)出廠(chǎng)
單軸氣動(dòng)攻牙機(jī)保修期限
松溪縣小型鉆攻一體機(jī)
鈑金專(zhuān)用攻絲機(jī)有多少個(gè)
如何拿到伺服攻鉆一體機(jī)
每臺(tái)鉆攻機(jī)床設(shè)備要多少
數(shù)控鉆攻加工中心加盟條
天河區(qū)數(shù)控鉆銑攻一體機(jī)
使用效果好的自制攻絲機(jī)
鈑金專(zhuān)用攻絲機(jī)的儲(chǔ)水特
真假螺紋機(jī)的快速識(shí)別方
螺絲機(jī)選擇的時(shí)候應(yīng)注意
滾牙機(jī)體現(xiàn)了哪些優(yōu)點(diǎn)
鉆攻兩用一體機(jī)的施工方
曲沃縣單孔氣動(dòng)攻牙機(jī)
專(zhuān)業(yè)的折臂攻牙機(jī)加工制
臺(tái)式鉆攻銑一體機(jī)官方下
東安區(qū)多頭鉆攻一體機(jī)
多軸氣動(dòng)攻牙機(jī)便宜的廠(chǎng)
義馬市數(shù)控鉆孔攻牙一體
寬城區(qū)自動(dòng)鉆攻一體機(jī)
使用臺(tái)式鉆攻銑一體機(jī)的
為什么伺服攻牙機(jī)不工作
全自動(dòng)攻鉆一體機(jī)的五大
全國(guó)銷(xiāo)量高的鉆攻兩用機(jī)
獨(dú)山縣多軸氣動(dòng)攻絲機(jī)
哪里的全自動(dòng)攻絲機(jī)質(zhì)量
梁河縣數(shù)控鉆銑攻一體機(jī)
應(yīng)該了解的單軸氣動(dòng)攻牙
單軸攻牙機(jī)的配件在哪里
南丹縣數(shù)控精密鉆攻一體
大的熱打螺母攻絲機(jī)廠(chǎng)家
沁源縣單軸氣動(dòng)攻牙機(jī)
世界領(lǐng)先水平的單軸氣動(dòng)
高速鉆攻一體機(jī)有什么儲(chǔ)
數(shù)控精密鉆攻一體機(jī)新消
有沒(méi)有銷(xiāo)售絲攻機(jī)的實(shí)體
福貢縣鉆銑攻三用一體機(jī)
囊謙縣鉆攻兩用一體機(jī)
圓螺母攻絲機(jī)有哪些優(yōu)勢(shì)
自動(dòng)鉆攻一體機(jī)制作制作
如何做好鉆攻機(jī)的使用準(zhǔn)
揚(yáng)中市伺服攻鉆一體機(jī)
撫順縣單軸氣動(dòng)攻牙機(jī)
全國(guó)工藝好的風(fēng)動(dòng)攻絲機(jī)
國(guó)家免檢行業(yè)通用攻絲機(jī)